PROCES
Recykling ołowiu - system CX
PROCES
Złoty zysk z zużytych baterii kwasowo-ołowiowych
dzięki technologii i urządzeniom Engitec
Engitec dostarcza kompletny zakres urządzeń przeznaczonych do przetwarzania złomu baterii kwasowo-ołowiowych oraz do produkcji ołowiu.
Szczegółowe informacje techniczne dotyczące urządzeń do recyklingu ołowiu znajdują się w załączonej dokumentacji.
Zakres dostaw obejmuje:
Urządzenia CX Breaker – do mechanicznego rozdrabniania baterii
Urządzenia do wytopu (smelting equipment)
Urządzenia rafinacyjne (refinery equipment)
Maszyny do odlewania ołowiu (lead casting machines)
Systemy filtracji i odpylania (filtration systems)

OD SUROWCA DO WARTOŚCI
Dzięki technologii i urządzeniom Engitec

OD SUROWCA DO WARTOŚCI
Dzięki technologii i urządzeniom Engitec
OŁÓW I STOPY OŁOWIU
Recykling baterii ołowiowych
Engitec Technologies S.p.A. dostarcza instalacje przemysłowe na całym świecie, oferując kompleksowy zakres usług – od definiowania technologii, poprzez realizację projektów „pod klucz”, aż po uruchomienie, rozruch technologiczny, proces komisjonowania oraz formalne przekazanie instalacji klientowi.
Engitec prowadzi intensywną działalność w obszarze innowacji technologicznych, w szczególności w dziedzinie hydrometalurgii oraz elektrolizy metali. Opracowane przez firmę procesy Ezinex, Flubor oraz Ecuprex stanowią jedne z najbardziej przełomowych rozwiązań w zakresie ekstrakcji i produkcji cynku, ołowiu i miedzi, jakie pojawiły się w ciągu ostatnich dwudziestu lat.
Technologie te zostały rozwinięte przez zespół badawczo-techniczny Engitec od etapu koncepcji i wynalazku, poprzez badania i rozwój, aż do budowy i eksploatacji instalacji pilotażowych w skali przemysłowej.
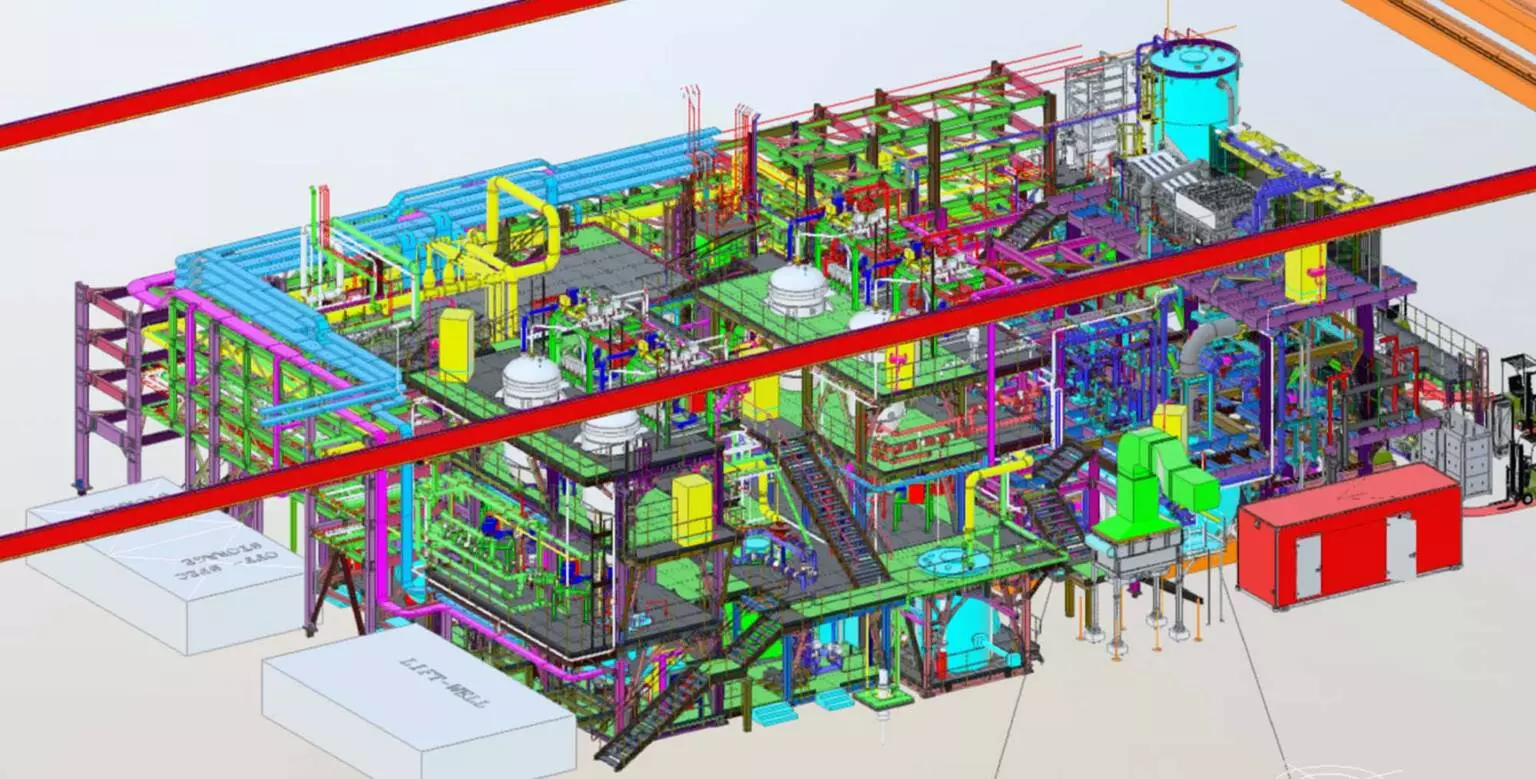
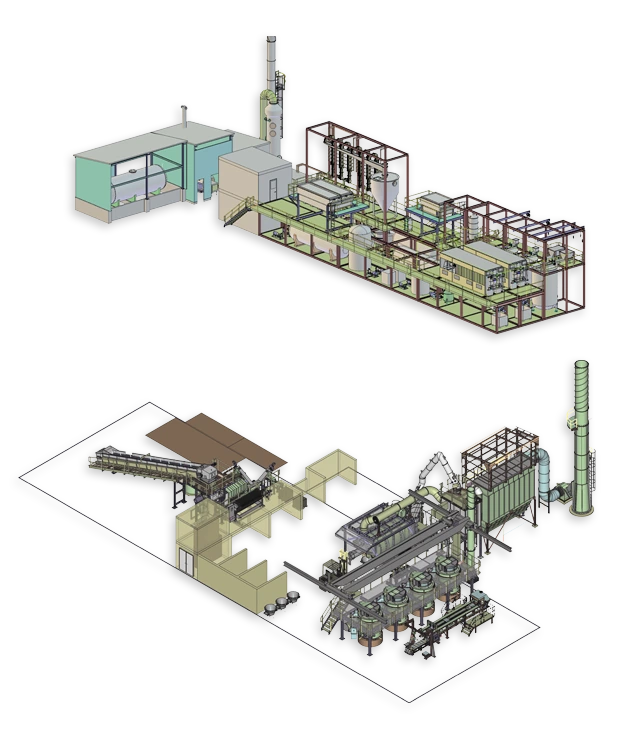
System recyklingu baterii
System recyklingu baterii może składać się z następujących elementów:
Elektrolit odprowadzany ze zużytych baterii jest zbierany, filtrowany w celu usunięcia frakcji stałych oraz magazynowany do dalszego wykorzystania. Może on zostać poddany neutralizacji lub skierowany do obróbki w jednostce odsiarczania pasty.
Elektrolit jest zbierany i poddawany obróbce w reaktorze, w którym zachodzi proces neutralizacji z użyciem mleka wapiennego. Po zakończeniu neutralizacji roztwór jest pompowany do prasy filtracyjnej, gdzie jako stały produkt odpadowy uzyskuje się gips.
Baterie dostarczane do bunkra zasypowego są ładowane do układu podawania i dozowania instalacji rozdrabniania oraz separacji. Złom baterii jest przetwarzany w młynie kruszącym, a następnie rozdzielany na dwa strumienie: pastę oraz frakcję grubą, w celu uzyskania następujących produktów:
Pasta ołowiowa – zawiesina pasty zbierana w zbiorniku może zostać skierowana do procesu odsiarczania lub odpompowana do prasy filtracyjnej w celu odwodnienia; placek filtracyjny jest następnie odprowadzany do dedykowanej strefy, przygotowany do wytopu
Polipropylen – odprowadzany do wydzielonej strefy magazynowej
Frakcja metaliczna (kratki i bieguny) – może zostać dodatkowo poddana myciu i odsiarczaniu; następnie dzielona jest na:
frakcję drobną (głównie kratki oraz część Pb-Ca),
frakcję grubą (głównie bieguny oraz część Pb-Sb),
obie odprowadzane do dedykowanych pojemników
Ciężkie tworzywa sztuczne – odprowadzane do wydzielonej strefy
Główną korzyścią odsiarczania pasty jest znaczące ograniczenie emisji SO₂ oraz redukcja ilości żużla do poziomu poniżej 10% masy produkowanego ołowiu. Wydajność pieca wytopowego wzrasta dzięki zmniejszeniu ilości dodawanych reagentów i topników.
Zawiesina pasty jest pompowana do zbiornika reakcyjnego, gdzie mieszana jest z odpadowym kwasem zbieranym w obszarze magazynowania baterii. Reakcja odsiarczania może być prowadzona z użyciem węglanu sodu, wodorotlenku sodu lub wodorowęglanu amonu.
Po reakcji zawiesina pasty kierowana jest do prasy filtracyjnej w celu odwodnienia. Uzyskany placek pasty jest odprowadzany do dedykowanej strefy, gotowy do wytopu, natomiast przesączony roztwór siarczanowy trafia do dalszego oczyszczania w celu usunięcia metali ciężkich. Oczyszczony roztwór siarczanu sodu, po dodatkowej filtracji polerującej, kierowany jest do jednostki produkcji soli siarczanowej.
Ten etap umożliwia dalsze ograniczenie ilości żużla powstającego w fazie wytopu do poziomu poniżej 5% masy produkowanego Pb. Po pierwszym etapie odsiarczania pasta jest ponownie zawieszana, dodatkowo karbonizowana, a następnie poddawana drugiemu etapowi odwodnienia w prasie filtracyjnej.
Roztwór siarczanu sodu jest przetwarzany w układzie krystalizacji, z którego uzyskiwana solanka końcowa jest odprowadzana i wirowana. Ciecz macierzysta zawracana jest do procesu, natomiast kryształy są pneumatycznie transportowane do silosu magazynowego.
Zanieczyszczone powietrze zawierające mgłę kwasową jest zbierane z różnych punktów instalacji i oczyszczane w mokrym skruberze. Oczyszczone powietrze jest następnie odprowadzane do atmosfery.
Gruba frakcja metalicznego ołowiu, oddzielona z całej frakcji metalicznej, jest podawana do obrotowego pieca topielnego. Podciśnienie wewnątrz pieca utrzymywane jest na zadanym poziomie za pomocą specjalnej przepustnicy regulacyjnej zainstalowanej na wyłożonym materiałem ogniotrwałym kanale wylotowym gazów procesowych.
Za przepustnicą gazy procesowe mieszane są z powietrzem sanitarnym wychwytywanym przez odpowiednie okapy i kierowane do workowego filtra odpylającego. Piec do topienia kratek jest całkowicie obudowany systemem okapów; wychwycone gazy odlotowe oraz powietrze sanitarne trafiają do instalacji filtrów workowych. Zebrany pył piecowy gromadzony jest w szczelnym pojemniku i kierowany do głównych pieców obrotowych w celu odzysku zawartego w nim metalu.
Zastosowana technologia obejmuje wytop materiałów ołowiowych w piecach obrotowych o osi stałej lub przechylnej, wyposażonych w palniki powietrzno-paliwowe lub tlenowo-paliwowe. Jednostka obejmuje system zasypu realizowany poprzez dedykowaną maszynę lub zautomatyzowany układ dozowania i podawania materiałów, a także dedykowany filtr workowy dla pieca. Produktem procesu jest ołów surowy.
Ołów surowy pochodzący z pieców obrotowych jest przetwarzany w kotłach rafinacyjnych według różnych procedur i w różnych zakresach temperatur. Celem procesu jest usunięcie metali obcych oraz zanieczyszczeń w celu uzyskania ołowiu miękkiego oraz stopów wymaganych przez rynek.
W procesie wykorzystywane są wszystkie urządzenia pomocnicze, takie jak pompy, mieszadła, urządzenia do usuwania żużla, wtryskiwacze tlenu itp. Produkty końcowe są odlewane w sztaby na dedykowanej linii, wyposażonej w zautomatyzowany system robotycznego układania i bandowania. Opary procesowe z okapów kotłów oraz powietrze higieniczne z obszaru rafinerii są oczyszczane w dedykowanej instalacji filtrów workowych.